
В качестве основного компонента привода в гидравлических системах, который обеспечивает двунаправленное линейное движение, основной одноштоковый гидроцилиндр двустороннего действия В отрасли производство осуществляется с учётом трёх основных требований: «высокая точность, высокая износостойкость и строгая герметизация». В частности, глубокая обработка отверстий в корпусе цилиндра и прецизионная обработка штока поршня являются ключевыми техническими аспектами, определяющими срок службы и производительность изделия. Сегодня, на примере этого типа гидроцилиндра и используя концепцию «Проектирование для производства (DFM)», мы подробно рассмотрим весь процесс производства, от выбора материалов и оборудования до пошаговых инструкций, помогая вам понять технологическую логику, лежащую в основе прецизионных гидравлических компонентов.
Основными компонентами одноштокового гидроцилиндра двустороннего действия являются корпус цилиндра, шток, поршень, передняя и задняя головки цилиндра, уплотнения и соединительные элементы. Выбор материалов должен строго соответствовать технологии обработки и условиям эксплуатации, что является одним из основных принципов концепции DFM (Design for Manufacturing):
Цилиндр: В качестве заготовки предпочтительны бесшовные стальные трубы (тип стальной трубы без сварных швов, однородного материала и высокой прочности, что исключает необходимость последующего глубокого сверления и позволяет адаптировать её к конструктивным особенностям гидроцилиндра с большим соотношением длины к диаметру). Материал обычно используется высококачественная углеродистая или легированная конструкционная сталь. Точность обработки отверстия цилиндра должна соответствовать квалитету IT9–IT7 (IT — международный стандарт допуска; чем меньше число, тем выше точность. Квалификация IT7 выше, чем IT9, что обеспечивает точное прилегание отверстия цилиндра к поршню и предотвращает чрезмерные внутренние утечки). Погрешности круглости (показателя, показывающего, насколько форма поперечного сечения детали близка к идеальной окружности; чем меньше погрешность, тем равномернее контакт внутренней стенки отверстия цилиндра с уплотнением поршня) и цилиндричности (показателя, показывающего, насколько вся внешняя окружность или внутреннее отверстие детали имеет равномерную цилиндрическую форму; чем меньше погрешность, тем плавнее движение поршня) не должны превышать 1/2 допуска на посадку. Прямолинейность оси (показатель, показывающий, является ли центральная ось детали прямой, с погрешностью ≤0,03 мм на длине 500 мм, предотвращая заклинивание поршня во время движения) должна быть ≤0,03 мм на длине 500 мм, а шероховатость поверхности Ra = 0,1 ~ 0,4 мкм (Ra - показатель, показывающий гладкость поверхности; чем меньше значение, тем более гладкая поверхность. Этот диапазон снижает износ уплотнений и продлевает срок службы) (непосредственно влияет на срок службы уплотнений). Шток поршня: основной несущий компонент. Предпочтительным материалом является сталь 35 или 45 (обычная высококачественная углеродистая конструкционная сталь со средней прочностью и легкой обрабатываемостью); для применений, связанных с сильными ударами и вибрацией, используется сталь 55 или легированная сталь 40Cr (легированная конструкционная сталь с улучшенной прочностью и вязкостью благодаря добавлению хрома, пригодная для выдерживания высоких ударных нагрузок). Требуется термическая обработка (процесс термической обработки, включающий нагрев и закалку стали с последующим высокотемпературным отпуском, направленный на улучшение общих характеристик материала — обеспечение как прочности, так и определенной степени вязкости для предотвращения разрушения штока поршня под нагрузкой) до твердости HB229~285 (HB — единица твердости по Бринеллю; чем выше значение, тем тверже материал; этот диапазон обеспечивает как износостойкость, так и устойчивость к деформации штока поршня); для коррозионных или морских сред используется нержавеющая сталь с твердым хромовым покрытием на поверхности (толщиной около 0,05 мм, гальваническое покрытие слоем хрома на поверхности штока поршня значительно повышает износостойкость и коррозионную стойкость, предотвращая ржавление и износ). Допуск посадки в основном H7/g8 или H7/f8 (в спецификациях допусков H представляет допуск отверстия, g/f представляет допуск вала; чем меньше число, тем выше точность; H7/g8 обеспечивает более плотную посадку, H7/f8 немного более свободную посадку, оба используются для обеспечения точной посадки между штоком поршня и направляющей втулкой, балансировки уплотнения и плавности движения), с шероховатостью поверхности Ra = 0,2 ~ 0,4 мкм и погрешностями круглости и цилиндричности, не превышающими 1/2 допуска на диаметр. Поршень и головка цилиндра: поршни обычно изготавливаются из пруткового проката (цилиндрическое металлическое сырье) или холоднотянутых прутков (прутки, обработанные холодным волочением, обеспечивающие высокую точность поверхности и равномерные размеры, что снижает последующие припуски на механическую обработку и экономит затраты). Материал — чугун (железоуглеродистый сплав с высоким содержанием углерода, высокой твёрдостью и лёгкостью литья, но низкой вязкостью) или ковкий чугун (чугун с добавлением сфероидизирующего агента, который распределяет внутренние углеродные элементы в сферической форме, что обеспечивает значительно более высокую вязкость по сравнению с обычным чугуном и позволяет выдерживать многократные удары поршня). Передняя и задняя головки блока цилиндров изготовлены из углеродистой стали для обеспечения жёсткости конструкции и свариваемости.
Стандартные детали: уплотнительные компоненты (детали, предотвращающие утечку гидравлического масла, такие как уплотнительные кольца и поршневые кольца), смазочные ниппели (интерфейсы для впрыска смазочного масла), подшипники (детали, уменьшающие трение между движущимися частями) и т. д. — приоритет отдается продукции проверенных поставщиков, особое внимание уделяется точной обработке основных конструктивных компонентов.
Корпус цилиндра изготовлен из бесшовной стальной трубы, что позволяет избежать технических трудностей, связанных с глубоким сверлением отверстий.
Если поршневой шток спроектирован как конструкция с тонким валом, то для уменьшения деформации при обработке резервируются центральное отверстие (для позиционирования во время обработки на токарном станке) и положение неподвижного люнета (объясняется в последующих этапах обработки);
Сварные детали (например, задняя головка блока цилиндров и корпус блока цилиндров) имеют резервные установочные конические поверхности (конические позиционирующие поверхности для облегчения выравнивания при сборке) и отверстия под штифты (отверстия для установки установочных штифтов, обеспечивающие смещение деталей во время сварки), что обеспечивает соосность (степень совпадения центральных осей деталей).
Обработка одноштоковых гидроцилиндров двустороннего действия осуществляется с использованием специализированного оборудования и высокоточного инструмента (вспомогательного технологического инструмента). Основное оборудование должно отвечать требованиям обработки глубоких отверстий, стабильной обработки тонких валов и высокоточной финишной обработки, а именно:
Станок для обработки глубоких отверстий: Основная особенность – «вращение заготовки, подача инструмента» (что предотвращает отклонение инструмента из-за его малой толщины); станок оснащён мощной системой охлаждения и стружкодробления (с помощью СОЖ под высоким давлением отводится тепло и стружка, образующиеся в процессе резания, что предотвращает перегрев и повреждение инструмента, а также царапание заготовки стружкой). Станок обеспечивает фронтальный отвод стружки (при чистовой расточке стружка отводится с передней стороны заготовки) и задний отвод стружки (при черновой расточке стружка отводится с задней стороны заготовки). СОЖ проходит двойную фильтрацию (магнитный масляный фильтр (адсорбирует железную стружку) + пенный масляный фильтр (фильтрует примеси)) для обеспечения чистоты масла. Прижимная головка станка (компонент, используемый для поддержки держателя инструмента, направления инструмента и зажима заготовки) поддерживает держатель инструмента, направляет инструмент и зажимает заготовку. Направляющая втулка черновой обработки (втулка, которая направляет инструмент черновой обработки, предотвращая отклонение инструмента во время резки) и направляющая втулка держателя инструмента (втулка, которая поддерживает держатель инструмента, повышая жесткость держателя инструмента) повышают жесткость держателя инструмента и предотвращают вибрацию при обработке.
Основные инструменты: головка для черновой расточки (инструмент для черновой обработки отверстий, с твердосплавным передним направляющим блоком и пластиковым задним направляющим блоком, армированным тканью; первый является износостойким, а второй облегчает позиционирование), головка для чистовой расточки (инструмент для чистовой обработки отверстий, имеющий плавающую конструкцию, которая может автоматически выравниваться по центру для обеспечения точности обработки), головка для роликовой обкатки (содержащая конические ролики, инструмент, который обеспечивает чистовую обработку и упрочнение путем выдавливания поверхности заготовки).
Оснащены упругим центром задней бабки (центр на задней бабке токарного станка с определенной упругостью, который может поддерживать деталь, обеспечивая позиционирование без возникновения деформации из-за чрезмерного затягивания) и усовершенствованным неподвижным люнетом (вспомогательное устройство для обработки тонких деталей на токарном станке, поддерживающее деталь как «скоба» для предотвращения вибрации или изгиба, обычно с тремя опорными блоками), используются для черновой обработки (предварительной обработки) и получистовой обработки штоков поршней; с использованием обратной подачи (инструмент перемещается от дальнего конца к ближнему концу детали, уменьшая деформацию изгиба тонкого вала).
Шлифовальное оборудование: Обычный круглошлифовальный станок (станок, используемый для шлифования наружного диаметра деталей, оснащенный открытым центральным люнетом), бесцентрово-шлифовальный станок (не требуется позиционирование центра, заготовка вращается и шлифуется шлифовальным кругом и направляющим кругом, подходит для массового производства) (с использованием шлифования со сквозной подачей (заготовка входит с одного конца станка и выходит с другого конца для непрерывного шлифования) + опорная рама (вспомогательное устройство для поддержки тонких заготовок для предотвращения вибрации)), используется для прецизионного шлифования наружного диаметра поршневых штоков; специальное устройство для хонингования с двумя кругами (может быть модифицировано из токарного станка, с использованием двух наклонных шлифовальных кругов для тонкой шлифовки поверхности заготовки для достижения сверхточной обработки), для достижения сверхточной отделки.
Прокатное оборудование: Специальная прокатная головка для штока поршня (содержащая 12 конических роликов, инструмент, который упрочняет поверхность путем выдавливания поверхности штока поршня), применяется для поверхностно-упрочняющей обработки.
Автоматическая сварочная машина: Машина для сварки кольцевых швов (оборудование, используемое для сварки кольцевых швов, например, коаксиальных деталей, таких как гильзы цилиндров и задние крышки цилиндров, обеспечивающее равномерность сварных швов), машина для сварки втулок (оборудование, специально используемое для сварки деталей втулок), обеспечивающее герметичность и соосность сварки. Сборочное и испытательное оборудование: динамометрический ключ (ключ, устанавливающий момент затяжки, обеспечивающий постоянное усилие затяжки болтов и предотвращающий утечки из-за ослабления болтов или повреждения деталей из-за чрезмерной затяжки), запрессовочный инструмент (инструмент, используемый для запрессовки подшипников и других деталей в их установочные положения, обеспечивающее точность сборки), измеритель шероховатости (прибор для измерения шероховатости поверхности), кругломер (прибор для измерения отклонения от круглости), испытательный стенд под давлением (оборудование для подачи масла под высоким давлением в цилиндр для проверки на утечки), обеспечивающее точность сборки и качество продукции.
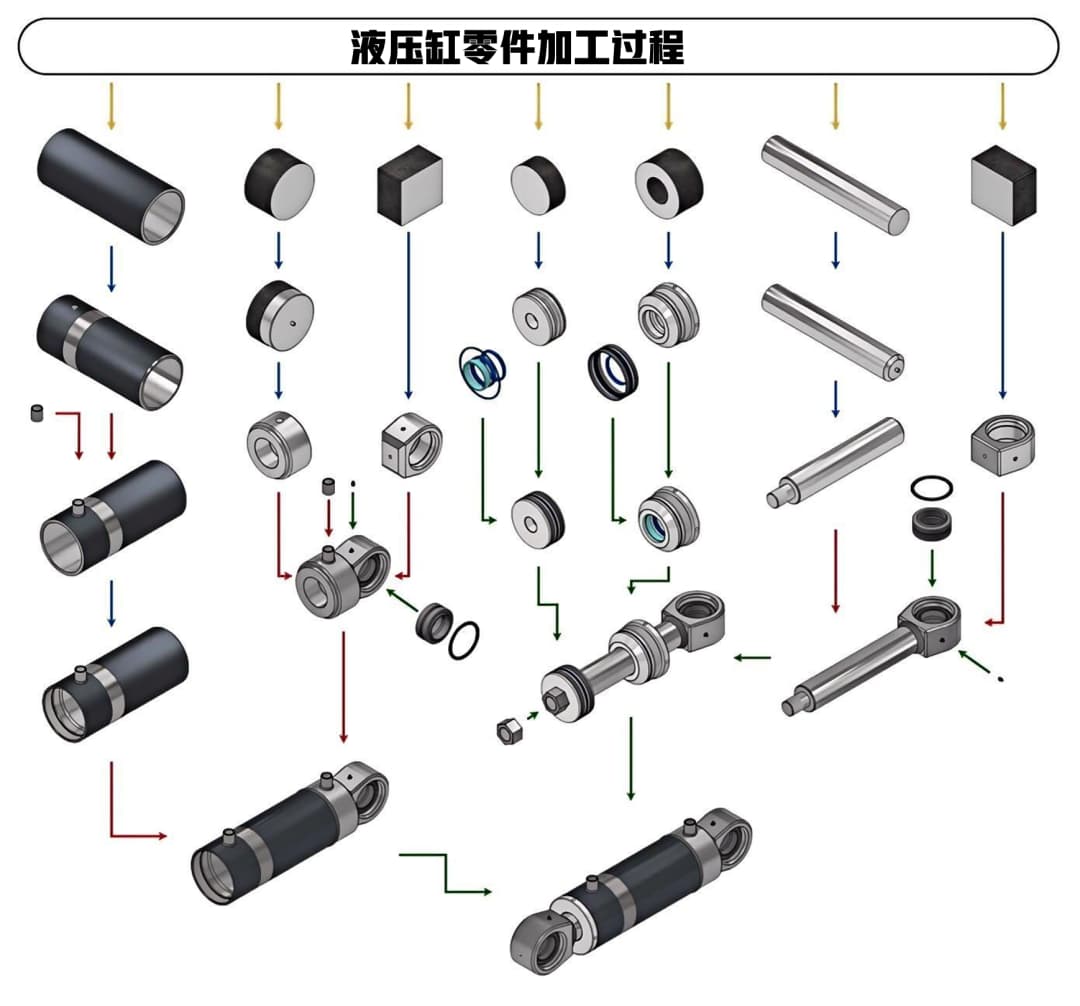
Процесс изготовления одноштокового гидроцилиндра двустороннего действия можно разделить на пять основных этапов: «Предварительная обработка сырья → Обработка основных компонентов → Сварка → Сборка → Испытания». Каждый этап требует строгого контроля параметров процесса (таких как скорость резания и подача) для предотвращения распространённых дефектов (таких как несоосность отверстий и деформация детали):
Первый шаг: предварительная обработка сырья
Закупаем бесшовные стальные трубы (гильзы цилиндров), круглую сталь (штоки поршней) и другие заготовки, соответствующие требованиям. Затем их рихтуем (процесс исправления изгиба заготовки давлением или нагревом для обеспечения точности последующей обработки) и очищаем от ржавчины (удаление поверхностной ржавчины для предотвращения царапин на заготовке в процессе обработки).
Заготовка гильзы цилиндра разрезается на проектную длину с помощью автоматической ленточной пилы (пила, которая может автоматически резать металл с высокой точностью и производительностью реза), с торца снимается заусенец (удаляются острые выступы на отрезанном торце для предотвращения царапания уплотнителей при сборке); в заготовке штока поршня сверлится центральное отверстие для позиционирования при последующей обработке.
Второй этап: обработка основных компонентов
(1) Глубокая обработка отверстий в цилиндрах (черновая расточка → чистовая расточка → роликовая обкатка)
Черновая расточка (предварительная обработка отверстия цилиндра, удаление большей части лишнего материала, оставление припуска на чистовую расточку): Используйте черновую расточную головку с двойными направляющими блоками, главный угол режущей кромки 60° (угол между режущей кромкой инструмента и осью заготовки, 60° может уменьшить радиальное усилие и предотвратить отклонение инструмента), снимая большую часть припуска (оставляя 0,15~0,20 мм для чистовой расточки); с задним отводом стружки, для принудительного удаления стружки используется охлаждающее масло высокого давления (расход 300 л/мин, давление 0,8 МПа); параметры резания: скорость резания 1,7~2 м/с (скорость, с которой режущая кромка инструмента движется относительно заготовки, умеренная скорость может сбалансировать эффективность и срок службы инструмента), скорость подачи 0,2 мм/об (расстояние, которое перемещает инструмент за один оборот заготовки, 0,2 мм/об обеспечивает стабильную резку). Чистовая расточка (чистовая обработка отверстия цилиндра после черновой расточки для обеспечения конечной точности и качества поверхности): используется плавающая чистовая расточная головка с автоматическим центрированием и коррекцией диаметра; направляющий блок должен соответствовать требованиям «передняя часть соответствует диаметру после черновой расточки, задняя часть соответствует диаметру после чистовой расточки, а окружные размеры постоянны»; используется прямой отвод стружки, расход охлаждающего масла 200 л/мин; параметры резания: скорость подачи 2~2,5 мм/об, скорость резания увеличена на 20% по сравнению с черновой расточкой.
Роликовая обкатка (процесс, который сглаживает и упрочняет поверхность отверстия цилиндра путем прижима к ней головки роликовой обкатной обработки): Припуск на обкатку (толщина материала, удаляемого во время обкатки) контролируется в пределах 0,08~0,12 мм (чрезмерная посадка с натягом может легко привести к отслоению и растрескиванию, в то время как недостаточная посадка с натягом не может устранить следы инструмента); скорость резания 1,3~1,7 м/с, скорость подачи 0,25~0,3 мм/об; радиус ролика головки роликовой обкатной обработки R=2 мм, все допуски на размер роликов ≤0,005 мм. После обкатки шероховатость поверхности отверстия цилиндра Ra≤0,1 мкм, образующая слой наклепа (поверхностный слой, в котором металл подвергается пластической деформации после прокатки и прессования, что повышает твердость и улучшает износостойкость и усталостную долговечность), что значительно повышает твердость и износостойкость.
(2) Обработка поршневого штока (точение → шлифование → чистовая обработка/упрочнение)
Точение (процесс обработки наружного диаметра штока поршня на токарном станке, делится на черновую и чистовую обработку): используется зажим «упругим центром задней бабки + улучшенным неподвижным люнетом»; между губками и заготовкой помещается стальная проволока 4×20 мм (направление регулировки линейного контакта для предотвращения деформации заготовки, вызванной чрезмерным усилием зажима); при соотношении гибкости > 1:80 добавляются деревянные опорные бруски (деревянные бруски, которые помогают поддерживать заготовку, уменьшают вибрацию и предотвращают царапание заготовки) для гашения вибраций; используется обратная подача для уменьшения деформации резания; угол главной режущей кромки инструмента для черновой обработки 75°, шероховатость поверхности после обработки Ra=1,6~3,2 мкм. Шлифование (тонкая обработка наружного диаметра штока поршня с использованием шлифовального станка для дальнейшего повышения точности и качества поверхности): Обычный круглошлифовальный станок используется с центральным люнетом открытого типа (устройство для поддержки тонких заготовок, которое может быть открыто для удобства зажима заготовки; опорные блоки изготовлены из нейлона или твердой древесины для предотвращения царапин). Скорость вращения заготовки относительно низкая (для предотвращения вибрации), а глубина шлифования небольшая (для предотвращения перегрева и деформации заготовки). Бесцентрошлифовальный станок использует шлифование насквозь, при этом центр заготовки находится ниже линии, соединяющей шлифовальный круг и регулирующий круг (для обеспечения прижима шлифовального круга к заготовке, предотвращая вибрацию), и оснащен несколькими опорными люнетами. После тонкой шлифовки шероховатость поверхности Ra = 0,2~0,4 мкм.
Отделка/Укрепление (процессы для дальнейшей оптимизации качества поверхности или повышения ее прочности):
Двойное хонингование (процесс сверхтонкой шлифовки поверхности штока поршня двумя наклонными шлифовальными кругами): шлифовальные круги устанавливаются под противоположным наклоном, с углом скрещивания α = 27°~35° (угол между осью шлифовального круга и осью заготовки, влияющий на эффективность шлифования и качество поверхности). Зернистость шлифовального круга составляет W10~W20 (чем меньше зернистость, тем мельче абразивные частицы на поверхности круга и тем ровнее обработанная поверхность). После обработки шероховатость Ra = 0,01~0,04 мкм позволяет устранить погрешности цилиндричности.
Роликовая обкатка (процесс обжима поверхности штока поршня роликовой роликовой головкой для повышения твердости поверхности и износостойкости): припуск на обкатку 0,01~0,015 мм, скорость вращения шпинделя 500~600 об/мин (скорость вращения заготовки), подача 0,3 мм/об; после роликовой обкатки шероховатость поверхности Ra < 0,1 мкм, а твердость увеличивается с HB162 ~ 190 до HB220 ~ 233. Шаг 3: Сварочный процесс — обеспечение структурной прочности и соосности: перед сваркой очистите свариваемую поверхность заготовки (обезжирьте и очистите от ржавчины, чтобы обеспечить прочность шва). Используйте установочные штифты + позиционирование конической поверхности (вставьте установочные штифты в отверстия штифтов и подгоните конические поверхности вместе, чтобы гарантировать совмещение деталей во время сварки и предотвратить смещение) для обеспечения соосности; гильза цилиндра и задняя головка блока цилиндров свариваются с помощью сварочной машины для кольцевых швов. Усилие зажима (усилие, используемое для фиксации заготовки) во время сварки контролируется в диапазоне 8000 ~ 12000 Н (регулируется в соответствии с диаметром заготовки, чтобы избежать повреждения заготовки или недостаточного зажима, приводящего к смещению сварки); после сварки запрессуйте подшипник, пока он еще горячий (процесс запрессовки подшипника в монтажное положение; работа в горячем состоянии использует тепловое расширение и сжатие металла, что облегчает установку подшипника). После охлаждения проверьте сварной шов на наличие трещин и пор (дефектов сварки, которые могут привести к утечке масла или недостаточной прочности). Шаг 4: Процесс сборки — точный контроль уплотнения и посадки: Установка уплотнения: Уплотнительная канавка (канавка, используемая для установки уплотнения) должна быть чистой и без заусенцев и царапин. Установите поршневое кольцо, войлочное кольцо и т. п. в канавку, избегая скручивания (скручивание уплотнения может привести к утечке масла); предварительная смазка: нанесите системное масло (гидравлическое масло, используемое при работе цилиндра; предварительное нанесение его снижает трение во время сборки и предотвращает износ уплотнения) на все поверхности, соприкасающиеся с гидравлическим маслом; Сборка узла: шток поршня и поршень фиксируются вместе гайкой, обеспечивающей осевое биение заплечика вала (погрешность биения торца заплечика вала относительно оси, ≤0,02~0,04 мм, для предотвращения смещения поршня после сборки) ≤0,02~0,04 мм; окончательная сборка: установка узла поршня-шатуна в гильзу цилиндра и затяжка резьбового соединения между передней головкой цилиндра и гильзой цилиндра динамометрическим ключом для обеспечения надежной герметизации. Шаг 5: Проверка и упаковка готовой продукции — Окончательный контроль качества перед отправкой: Прецизионная проверка: проверка допусков размеров (допустимый диапазон отклонений размеров деталей), круглости, цилиндричности и шероховатости поверхности отверстия цилиндра и штока поршня; Тестирование производительности: проведение испытания под давлением (впрыск масла под высоким давлением в цилиндр, поддержание его в течение определенного времени и проверка на утечки для обеспечения герметичности), а также тестирование точности хода (проверка отклонения фактической длины выдвижения и втягивания штока поршня от проектной для обеспечения точности движения) (плавное движение без заеданий); Антикоррозийная упаковка: антикоррозийная обработка поверхности (например, нанесение антикоррозийного масла и упаковка антикоррозийной бумагой для предотвращения ржавчины во время транспортировки и хранения) с последующей герметизацией для предотвращения царапин во время транспортировки. Примечание: Гидроцилиндр одностороннего и двустороннего действия, изготовленный по стандартизированным технологиям и регулярно обслуживаемый, может иметь срок службы несколько лет и даже дольше.
Отклонение при обработке глубоких отверстий в гильзе цилиндра: используйте вращение заготовки + расточную головку с двойным направляющим блоком, направляющую втулку пресс-головки и центральную опору для повышения жесткости инструментальной рамы и выполняйте двухэтапную резку после черновой расточки для обеспечения равномерного припуска; Вибрация и деформация при повороте штока поршня: эластичная задняя бабка + трехопорный неподвижный люнет + обратная подача для снижения напряжения резания и вибрации; Шелушение поверхности после прокатки: контролируйте припуск на прокатку (0,08~0,12 мм), шероховатость поверхности предварительной обработки Ra=1,6~3,2 мкм, избегайте слишком глубоких впадин (чрезмерно глубокие впадины не позволят металлу заполниться во время прокатки, что приведет к шелушению); Превышение допуска соосности после сварки: используйте установочные штифты + позиционирование конической поверхности, выпрямляйте вовремя после сварки (корректируйте деформацию, вызванную сваркой), и контролируйте усилие зажима, чтобы не допустить деформации заготовки.
Представленный сегодня одноштоковый цилиндр двустороннего действия (с резьбовым соединением передней головки блока цилиндров и сварным соединением задней головки блока цилиндров) является универсальным решением. В условиях реального производства процесс необходимо адаптировать в соответствии с типом цилиндра: Цилиндр с тягой: блок цилиндра и головка блока цилиндров соединены тягами (длинными болтами, соединяющими головку блока цилиндров и блок цилиндров), сварка не требуется, основное внимание уделяется контролю усилия предварительной затяжки тяги (слишком слабое затягивание приведет к утечке масла, слишком сильное – к повреждению блока цилиндров); Телескопический цилиндр: Многосекционная конструкция вложенных друг в друга гильз цилиндров, требующая обеспечения соосности и плавного выдвижения и втягивания каждой секции (избегая заклинивания между секциями); Цилиндр высокого давления: выбран высокопрочный сплав, а отверстие цилиндра выполнено по технологии «прецизионная расточка + многократная прокатка» для повышения прочности поверхности (чтобы выдерживать более высокое гидравлическое давление).


 Поддерживается сеть IPv6
|
Карта сайта
|
Xml |
блог |
политика конфиденциальности
Поддерживается сеть IPv6
|
Карта сайта
|
Xml |
блог |
политика конфиденциальности

 ru
ru 






